Huta Fryderyka-Krystiana w Przemkowie
Nowoczesna mała odlewnia i jej wyposażenie pomocnicze.
Autor: W. ZÖLLER.
Tylko tam, gdzie nadarza się sposobność, by na bazie zdobytych doświadczeń i nowej wiedzy stworzyć zakład całkowicie od podstaw, to, co „lepsze”, może bez przeszkód stać się nie tylko wrogiem tego, co „stare i dobre”, ale wręcz całkowicie je wyprzeć.
Z taką właśnie sytuacją mieliśmy do czynienia w 1895 roku, kiedy to zaszła konieczność odciążenia Książęcego Szlezwicko-Holsztyńskiego Zakładu Hutniczego i Emalierni „Henriettenhütte” na Dolnym Śląsku. Zakład ten wyrósł ze skromnych początków w 1794 roku; wytapiana w wielkim piecu opalanym węglem drzewnym ruda darniowa dostarczała surowca do produkcji wszelkiego rodzaju drobnych odlewów. Z biegiem czasu następowały po sobie kolejne etapy rozbudowy: zlikwidowano wielki piec, a wraz z nim zaniechano wytopu z rudy darniowej; ich miejsce zajęła sprowadzana z zewnątrz surówka oraz żeliwiaki służące do jej przetapiania. Od tego momentu wielkość produkcji rosła z roku na rok, a wraz z nią sam zakład przyjmował sukcesywnie coraz większe rozmiary. Kiedy we wspomnianym 1895 roku roczna produkcja osiągnęła poziom 100 000 centnarów gotowych wyrobów odlewniczych, co wymusiło pilną potrzebę znacznego odciążenia wszystkich wydziałów, osiągnięto wreszcie granicę opłacalności ekonomicznej dla dalszej rozbudowy zakładu w dotychczasowy sposób.
Znacząca rozbudowa odlewni pociągała bowiem za sobą konieczność proporcjonalnego powiększenia wszystkich pozostałych warsztatów, co w ówczesnych warunkach lokalnych byłoby niemal niemożliwe do przeprowadzenia bez dłuższych przerw w funkcjonowaniu fabryki. Ponadto kierowano się świadomością, że budowa zupełnie nowego obiektu pozwoli na zastosowanie wszystkich najnowszych, wybitnych osiągnięć techniki, gwarantując tym samym optymalne i ekonomiczne wykorzystanie wszystkich zasobów. Z tych względów podjęto decyzję o założeniu siostrzanego zakładu – huty „Friedrich Christian-Hütte”. Jako główne przedmioty jej produkcji zaplanowano wytwarzanie rur odpływowych (kanalizacyjnych) oraz grzejników, a także przynależnego do nich osprzętu.
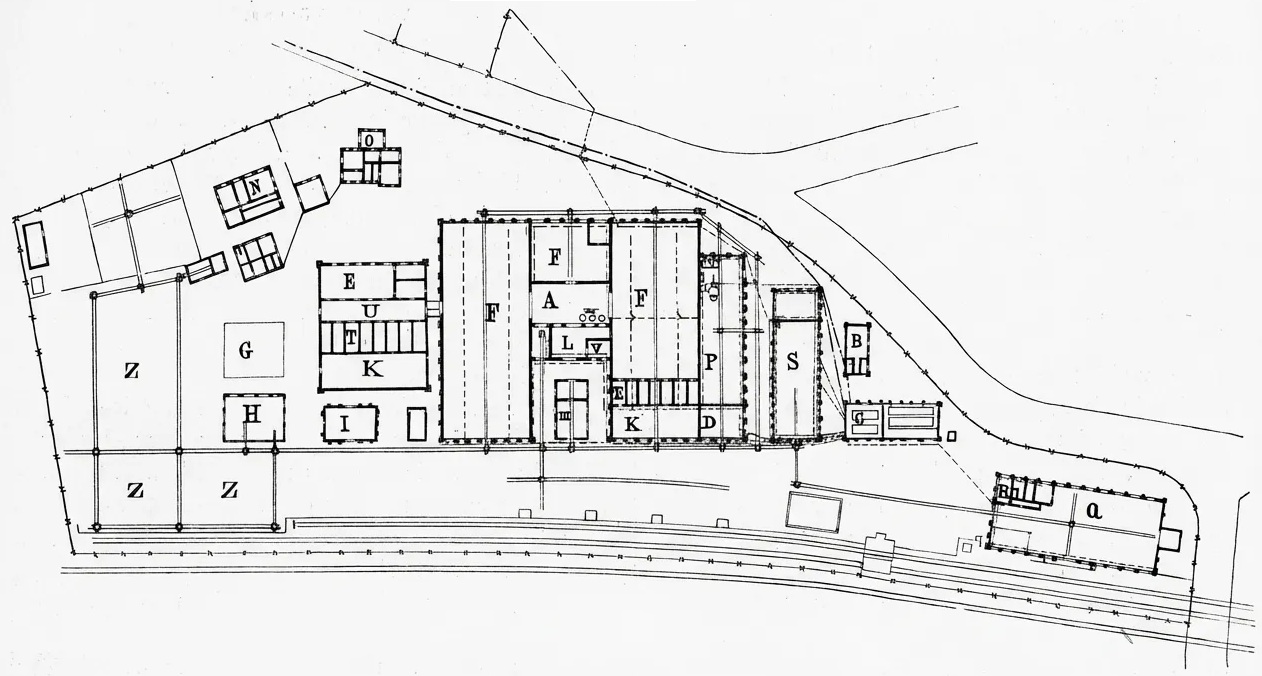
Ilustracja 1.
A Hala spustowa
B Łaźnia
C Centrala elektryczna (elektrownia)
D Pomieszczenie prób ciśnieniowych
E Jadalnia
F Formiernie
G Składowisko piasku formierskiego
H Smołownia (wydział czernienia odlewów)
I Szopa na piasek formierski
K Rdzeniarnia
L Wyciąg zasypowy (winda dostarczająca wsad na szczyt pieca)
M Szopa na maszyny (maszynownia)
N Kantyna
O Portiernia (domek portiera)
P Oczyszczalnia (odlewów)
Q Magazyn surowych odlewów
R Kantor (biuro)
S Ślusarnia
T Suszarnia (komora suszarnicza rdzeni)
U Przejście (korytarz)
V Wentylator (dmuchawa piecowa)
W Piece (topielne/żeliwiaki)
Z Składowisko rur
Poniżej pozwolimy sobie omówić nieco szerzej układ oraz zaplecze techniczne powstałej w ten sposób huty.
Główne aspekty, które ogólnie rzecz biorąc pozwalają na uzyskanie w miarę pełnego obrazu zakładów przemysłowych, to: 1) rozplanowanie przestrzenne, 2) warsztaty (wydziały produkcyjne), 3) dystrybucja energii (napędu).
Działkę pod budowę nowej huty wybrano w odległości około 1 km od zakładu macierzystego, bezpośrednio przy linii Królewskiej Kolei Państwowej na trasie Reisicht-Freystadt (Rokitki – Kożuchów), w pobliżu stacji Primkenau (Przemków). Dzięki temu budowa bocznicy kolejowej była niezwykle łatwa w realizacji.
Jeśli chodzi o rozmieszczenie poszczególnych budynków, główny nacisk położono na zapewnienie możliwie bezkolizyjnej współpracy wszystkich wydziałów; wymagało to przede wszystkim zorganizowania optymalnego i płynnego przepływu materiałów na terenie całego zakładu.
Sposób, w jaki to zrealizowano, najlepiej obrazuje rzut oka na plan (Rys. I). Materiały dostarczane drogą kolejową to przede wszystkim surówka żelazna i koks; w związku z tym place składowe dla nich usytuowano pomiędzy odlewnią a bocznicą kolejową. Z placów tych poprowadzono tory bezpośrednio do miejsca przeznaczenia, czyli na tyły pieców, skąd za pomocą wyciągu materiały transportowane są na pomost zasypowy. W celu zapewnienia bezkolizyjnego przebiegu tej drogi transportowej, w budynku odlewni od strony placów składowych pozostawiono szerokie przejście, ciągnące się aż do wyciągu piecowego.
Niezwykle istotny jest również transport piasku formierskiego. Ponieważ huta posiada w pobliżu własne wyrobiska, piasek dowożony jest wozami konnymi na plac składowy G lub do zadaszonego magazynu piasku I. Jeśli piasek przeznaczony jest do sporządzania form w formierniach F, może być dostarczany na miejsce pracy bezpośrednio korytarzem U. Jeżeli natomiast służy do wyrobu rdzeni odlewniczych, trafia najpierw do rdzeniarni K, z którą również istnieje bezpośrednie połączenie. Tuż obok rdzeniarni znajdują się suszarnie T, do których wstawia się gotowe rdzenie, aby po wysuszeniu wyjąć je z drugiej strony, już bezpośrednio na terenie formierni. Dzięki takiemu rozwiązaniu wyeliminowano ryzyko wzajemnego przeszkadzania sobie robotników podczas wkładania i wyciągania rdzeni.
Naturalną kontynuacją odlewni jest oczyszczalnia P, w której gotowe odlewy są oczyszczane z resztek przylegającej do nich masy formierskiej.
W tym miejscu następuje rozgałęzienie dróg transportowych. Elementy wymagające jeszcze obróbki trafiają do usytuowanej obok oczyszczalni ślusarni S, a po jej zakończeniu podążają dalej w tym samym kierunku do magazynu Q, skąd są ekspediowane. Pozostałe wyroby, czyli przede wszystkim rury kanalizacyjne, które w smołowni H (w oryg. literówka: Schwärzere! zamiast Schwärzerei) pokrywane są jedynie warstwą ochronną ze smoły (tzw. czernienie), wyruszają z oczyszczalni w przeciwnym kierunku do punktu H, skąd trafiają na składowisko rur Z lub bezpośrednio do załadunku.
Należy przy tym zaznaczyć, że ów przeciwny kierunek transportu materiałów nie stanowi w tym wypadku utrudnienia, ponieważ oba procesy nie odbywają się jednocześnie, lecz każdy z nich ma miejsce w innej, ściśle określonej porze dnia.
Na pozostałej części działki, oprócz kilku wiat, placów składowych itp., znajdują się także budynki mieszkalne dla portiera i maszynistów, budynek kantyny, pomieszczenia socjalne i jadalnia dla robotników, a ponadto zakładowa łaźnia.
Pomieszczenia biurowe zlokalizowano w budynku magazynu Q. Z ich okien można wygodnie nadzorować znaczną część zakładu.
Przejdźmy teraz do bardziej szczegółowego omówienia poszczególnych budynków produkcyjnych. Na pierwszym miejscu nasze zainteresowanie budzi oczywiście sama odlewnia.
Generalnie rzecz biorąc, w przypadku odlewni spotykamy się z wznoszeniem tylko dwóch typów budynków, a ich forma jest ściśle uzależniona od rodzaju wytwarzanych w nich odlewów. Odlewnie zajmujące się produkcją elementów dużych i ciężkich wymagają zastosowania specjalnych urządzeń dźwigowych i transportowych – mianowicie suwnic – i to właśnie one nadają tego typu budynkom ich specyficzny charakter.
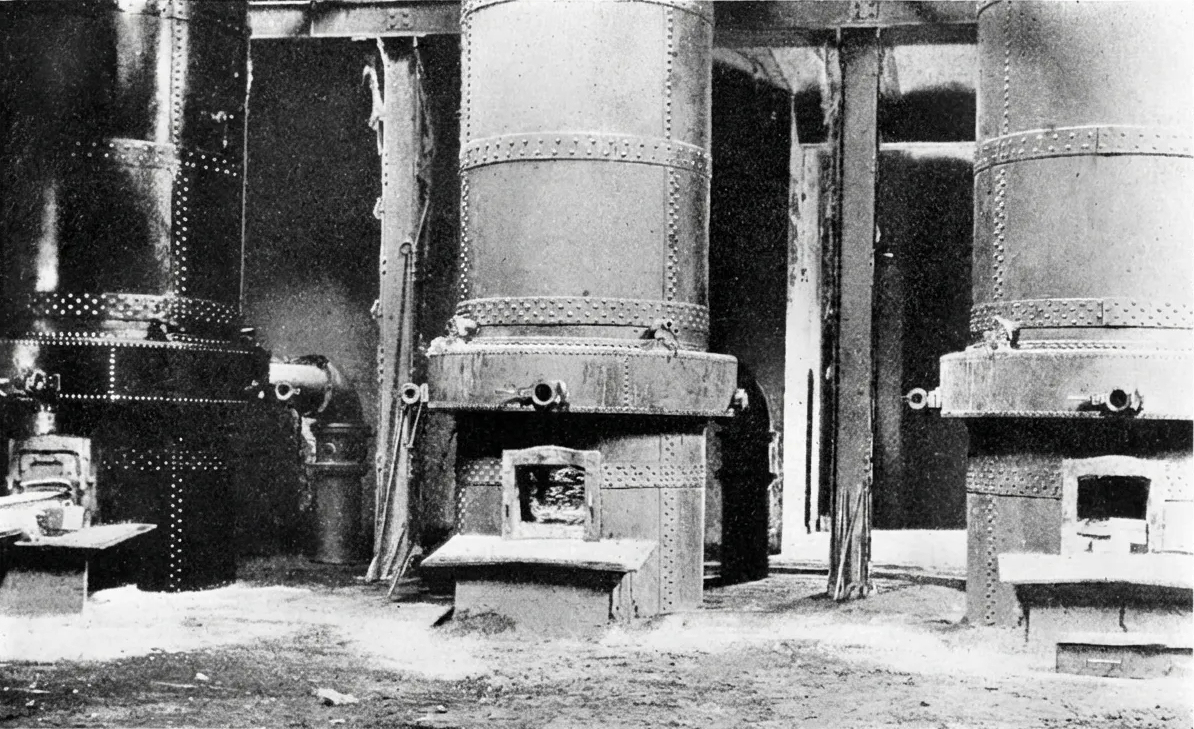
Ilustracja 2.
Hala spustowa z żeliwiakami Huty Fryderyka-Krystiana.
W takich przypadkach zwykło się instalować jedną lub kilka suwnic, które niczym most spinają przestrzeń odlewni, poruszając się nad nią po szynach. Układ ten uzupełnia szereg żurawi obrotowych, które współpracują z suwnicą, a zarazem obsługują pola boczne. Rzecz jasna, w przypadku suwnic jezdnych konstruktorzy ograniczeni są pewną maksymalną dopuszczalną rozpiętością, której ze względów konstrukcyjnych nie należy przekraczać. W konsekwencji podstawowym układem przestrzennym (bryłą) takiej odlewni staje się wydłużona, stosunkowo wąska nawa główna (przestrzeń środkowa), wyznaczona przez rzędy słupów nośnych niezbędnych do podparcia torowiska suwnicy, oraz przylegające do niej odpowiednie nawy boczne.
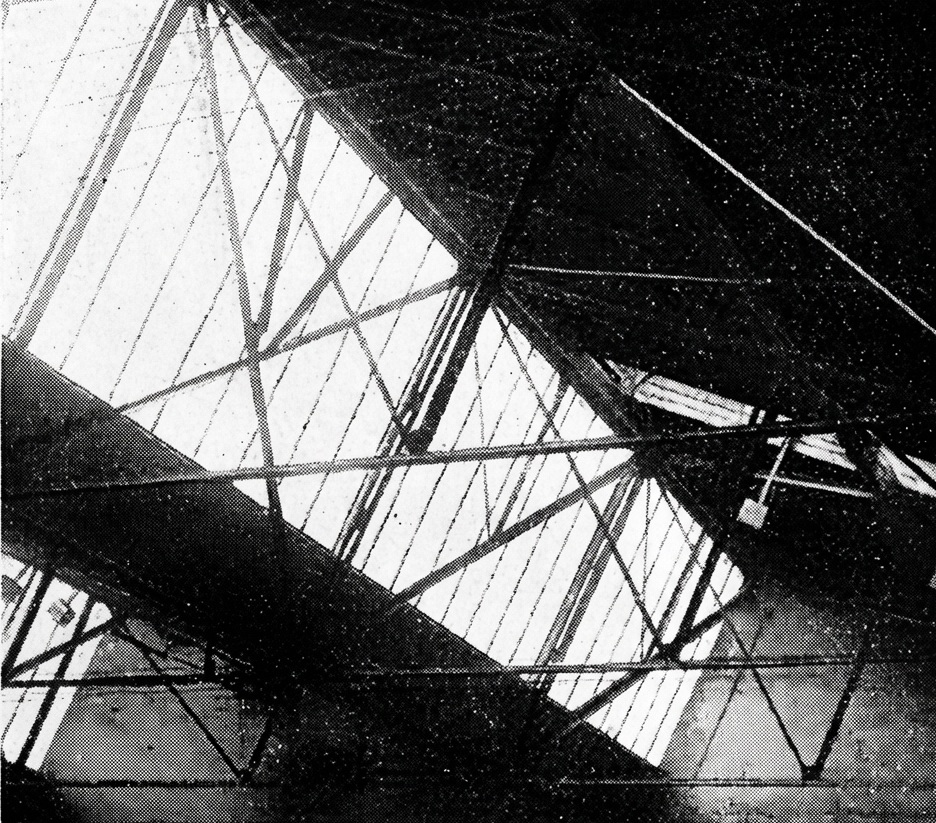
Ilustracja 3.
Konstrukcja samonośnych dachów szedowych
Znacznie prościej przedstawia się budowa hal odlewniczych, które nie wymagają stosowania suwnic jezdnych – tak jak ma to miejsce w odlewniach drobnych elementów, gdzie tylko sporadycznie używa się żurawi obrotowych. Pozwala to uniknąć wymuszanego zazwyczaj, podłużnego kształtu budynku. Odchodzi się od niego zwłaszcza tam, gdzie ze względów praktycznych hala musiałaby być nadmiernie długa. Z tego względu odlewnia tego typu może w zasadzie składać się jedynie z czterech, dowolnie względem siebie usytuowanych ścian oraz samonośnego dachu, pod warunkiem wszakże, iż uda się wyznaczyć dogodne miejsce do posadowienia pieców topielnych.
Przez owo „dogodne” usytuowanie należy rozumieć takie rozmieszczenie, w którym odległość tzw. „ognisk” (niem. Herde), czyli stanowisk pracy formierzy, od pieców nie przekracza pewnej dopuszczalnej granicy. Po pierwsze, wynika to z faktu, że odlewy cienkościenne – a takie z reguły produkuje się w tego typu zakładach – wymagają niezwykle rzadkiego, a zatem wysoce rozgrzanego żeliwa, które musi zostać wylane stosunkowo szybko po spuście z pieca. Po drugie, wydajność formierza spada proporcjonalnie do wydłużania się drogi, jaką musi on pokonać, przenosząc płynny metal.
Mając na uwadze powyższe uwarunkowania, w opisywanym przypadku piece (W) umiejscowiono w centrum, a budynek odlewni w tym właśnie miejscu został otwarty w kierunku placów składowych surówki żelaznej i koksu. Zagwarantowało to tym samym bezkolizyjny transport tychże materiałów. Rysunek 2 (w niemieckim oryginale błąd druku: Abbildung z) ukazuje halę spustową z trzema żeliwiakami. W danym momencie w eksploatacji znajduje się zawsze tylko jeden z nich, podczas gdy dwa pozostałe przechodzą naprawy wymurówki bądź schną po ich przeprowadzeniu. Dziennie w jednym takim piecu przetapia się od 600 do 700 centnarów metalu.
Rzecz jasna, przy tak dużej skali produkcji wymurówka ogniotrwała (wyłożenie) pieca musi sprostać najwyższym wymogom pod względem wytrzymałości mechanicznej oraz ognioodporności. Najlepiej sprawdziła się w tym celu wymurówka z łupku kwarcowego, przy czym z ekonomicznego punktu widzenia najtańsza w eksploatacji jest ta wykonana z ciosanych bloków tego minerału. Tego rodzaju wyłożenie wytrzymuje około dwunastu cykli pracy pieca (kampanii), po czym wymaga naprawy. Po przeprowadzeniu od sześciu do siedmiu takich zabiegów naprawczych grubość wyłożenia wypala się do zaledwie około dwóch cali, co wymusza konieczność położenia nowej wymurówki.
W przypadku zastosowania łupku kwarcowego, któremu nadano idealnie pożądany kształt poprzez precyzyjne cięcie piłą, spoiny pomiędzy blokami są niezwykle wąskie. Pozwala to na osiągnięcie nieco dłuższego czasu eksploatacji, jednakże owo wydłużenie żywotności pieca nie jest na tyle znaczące, by z ekonomicznego punktu widzenia uzasadniało znacznie wyższą cenę tak precyzyjnie przygotowanego materiału.
Niezbędny do procesu topienia dmuch (powietrze) dostarczany jest przez umieszczony za piecami wentylator (V) – powszechnie stosowaną dmuchawę rotacyjną systemu Rootsa (Roots blower).
Z wyjątkiem podwyższonego fragmentu mieszczącego pomost zasypowy, cały budynek odlewni przekryty jest samonośnymi dachami szedowymi (pilastymi). Wiązary szedowe mają około 8 metrów rozpiętości i opierają się na dźwigarach kratownicowych o wysokości 3 metrów oraz 25 metrach swobodnej rozpiętości. Dzięki temu w całej tej rozległej przestrzeni wyeliminowano obecność jakichkolwiek słupów nośnych, które stanowiłyby przeszkodę. Jednocześnie uzyskano oświetlenie hali (światłem dziennym), jakiego w tak doskonałej formie z pewnością nie udałoby się osiągnąć przy zastosowaniu innej konstrukcji dachu.
Rysunek 3 dostatecznie jasno obrazuje rozwiązania konstrukcyjne wspomnianych dachów szedowych. Bodajże nie trzeba dodawać, że połacie dachowe zostały obficie wyposażone w klapy wentylacyjne, które można z łatwością otwierać i zamykać z poziomu podłogi.